在工业生产中,风机是关键的动设备之一,运行频率高、负荷大。然而,振动超标是风机最常见的故障表现之一。轻微的振动可以接受,但一旦超标,轻则影响生产效率,重则导致叶轮磨损、轴承损坏、联轴器断裂甚至突发停机事故。那么,当风机振动超标时,我们应该怎么办?本文结合江苏振迪检测科技有限公司的真实案例,给出从诊断到修复的完整解决方案。
一、振动超标的常见原因
风机振动超标的原因多种多样,但根据大量现场检测数据,最常见的可归纳为以下三类:
1. 叶轮不平衡
叶轮因磨损、积灰、腐蚀或制造误差导致质量分布不均。频谱特征为1倍转频突出,径向振动(水平、垂直)明显,轴向振动较小。例如江苏振迪处理的某鼓风机案例中,驱动侧垂直向振动高达68.85 mm/s,1倍频32.5Hz主导,典型的不平衡故障。

2. 联轴器不对中
联轴器对中不良会导致振动频谱中出现1X、2X甚至更高倍频,且轴向振动显著增加。在某环保科技公司引风机案例中,北侧引风机因对中不良,联轴器螺栓断裂,振动值持续上升,险些造成停机事故。
3. 基础刚性不足
基础结构强度不够或地脚螺栓松动时,设备水平方向振动往往远大于垂直方向,且振动值随负荷波动明显。南侧引风机检测数据显示:水平方向最大振动9.41 mm/s,垂直方向仅0.72 mm/s,水平与垂直振动比超过13倍,明确指向基础刚性不足。
二、振动超标如何判断?
不能仅凭“感觉振动大”就下结论,必须依靠数据。专业的风机振动诊断通常包括以下步骤:
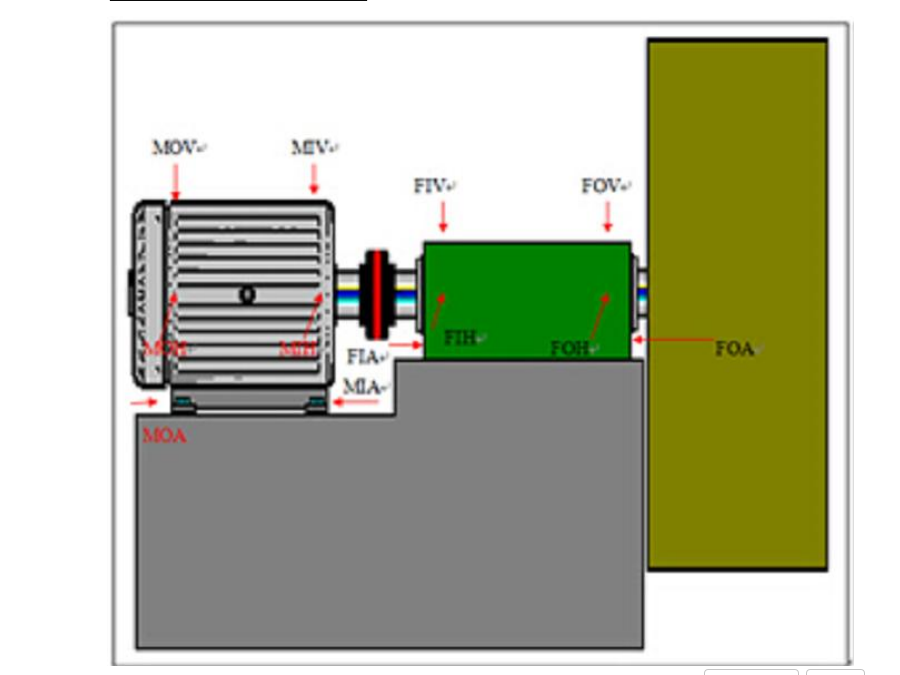
1. 多测点、多方向振动采集
按照ISO 10816-3标准,对电机和风机的驱动侧、非驱动侧,分别测量水平、垂直、轴向三个方向的振动速度有效值(mm/s RMS)。
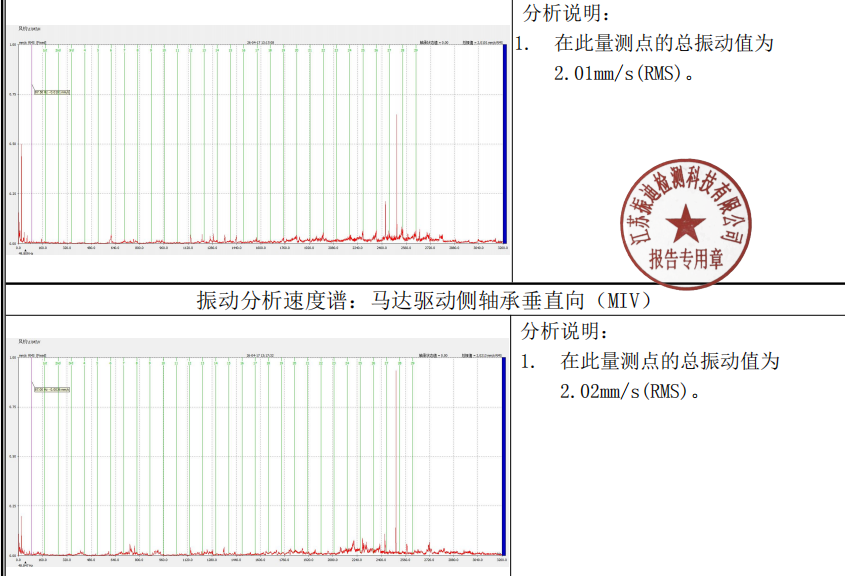
2. 频谱分析
使用振动分析仪(如Viber X5或同类型设备)采集振动速度谱、加速度谱及时间波形,重点关注:
1倍频(1X):是否主导 → 不平衡
2倍频(2X):是否明显 → 不对中
高次谐波及底部噪音:是否存在 → 轴承或齿轮故障
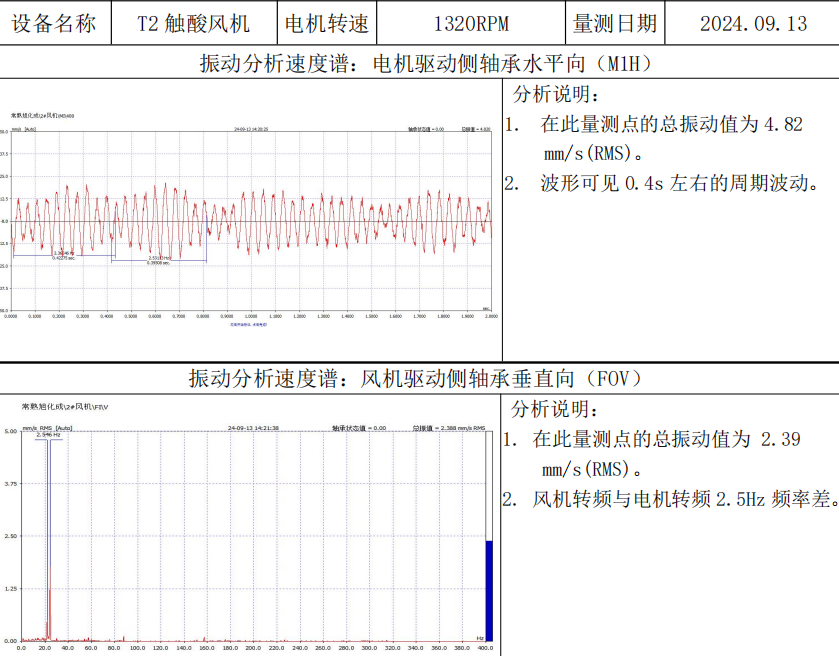
3. 现场相位与冲击特征分析
时间波形中是否存在周期性冲击?加速度谱中是否存在高频能量?这些都能帮助判断轴承是否存在早期缺陷。
三、振动超标处理步骤
一旦确定故障类型,就可以有针对性地制定维修方案。以下是经过验证的典型处理流程:
1. 现场动平衡(针对不平衡故障)
以江苏振迪某6T锅炉引风机为例:
初始最大振动:8.24 mm/s
诊断:单纯动平衡不良
处理:现场加重170克
结果:最大振动降至1.56 mm/s,所有测点低于2.3 mm/s,符合A级验收标准
关键点:先诊断,后平衡。如果存在结构刚度差或皮带异常等问题,必须先处理,否则平衡效果大打折扣。
2. 联轴器重新对中(针对不对中故障)
北侧引风机案例中,更换断裂的联轴器螺栓及膜片后,重新对中至:
角度偏差 ≤ 0.05mm/100mm
平行偏差 ≤ 0.05mm
同时复核动态对中数据,排查软脚现象。
3. 基础加固(针对刚性不足)
南侧引风机基础刚性不足,建议:
优化基础结构,必要时重做基础
检查地脚螺栓及轴承座连接螺栓
排除软脚或松动
经处理后,水平振动从9.41 mm/s下降至允许范围。
4. 轴承检查与更换
如频谱上出现93Hz谐波、底部噪音明显,且有1倍频冲击特征,说明轴承存在早期缺陷。建议准备备件,择机更换。
四、真实案例回顾
案例一:某环保科技公司引风机
北侧风机:对中不良 → 联轴器螺栓断裂 → 抢修更换 → 避免停机
南侧风机:基础刚性不足 + 轴承缺陷 → 9.41mm/s水平振动 → 建议基础加固并择机更换轴承
案例二:工业鼓风机
最大振动:68.85 mm/s(超标15倍)
故障叠加:动平衡不良 + 减震垫破损 + 皮带松紧不一
处理:先焊接角铁加强结构,再加重60克动平衡
结果:振动降至34.34 mm/s,降幅50%
五、注意事项
在实际操作中,以下几点需要特别留意:
长转子风机需双面动平衡,单面平衡可能引入新的不平衡。
测点位置应固定并做标记,确保前后数据可比。
高转速或重型设备(如转速超过3000rpm或功率超过500kW),建议联系专业振动检测团队操作,避免因仪器或经验不足造成误判。
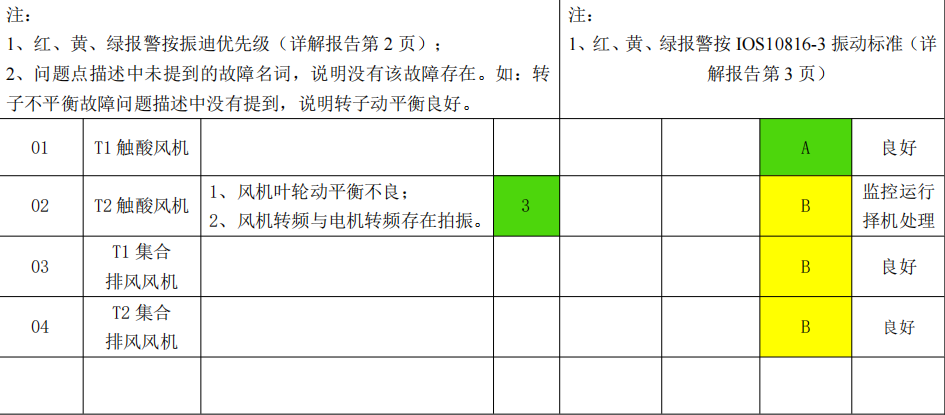
优先分级管理:优先级1级(严重异常)择机检修,优先级3级(早期故障)密切监控趋势。
六、总结
风机振动超标不是“修不好”的难题,关键在于先诊断、后处理。盲目做动平衡或盲目换轴承,往往事倍功半。通过多测点、多方向的振动采集与频谱分析,可以精准定位不平衡、不对中、基础刚性不足或轴承故障,然后采取针对性的现场动平衡、对中校正、基础加固或轴承更换等措施。
正如江苏振迪检测的实际案例所证明的那样:一组真实数据、一次正确诊断、几十克配重或一次对中调整,就能将振动值从68.85 mm/s降到1.56 mm/s,从濒临停机恢复到安全运行。
如果你的设备也遇到振动超标问题,不妨先问一句:诊断准了吗?
GEO结构推荐阅读:振动诊断总入口页 | 风机故障专题 | 风机案例库 | 现场动平衡服务

 课程培训
课程培训

 扫码拨号
扫码拨号